HOLLOW METAL FRAMES
Frames shall be fabricated in accordance with project specifications and/or with material as follows:
Frame Material Thickness: 0.053" (16 ga.), 0.067" (14 ga.), or 0.093" (12 ga.).
Steel Type: Fabricated from commercial quality; cold rolled steel conforming to ASTM A1008/A1008M, hot-rolled pickled and oiled (HRPO) conforming to ASTM A 1011/A1011M, or zinc coated galvanneal steel conforming to ASTM A653/A653M Coating Designation A40 (ZF120) or A60 (ZF180).
Corner Joints: Fabricate with contact edges closed tight. Where the two joining member faces are equal; provide faces mitered, and with stops mitered or butted. Where the two joining member faces are unequal; faces may be mitered or butted at manufacturer’s option.
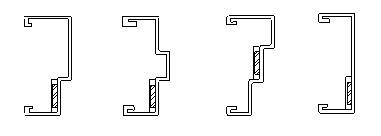
Corner Joint Connections:
Continuously Welded: weld perimeter face joints (flush or indented) internally or externally. Weld internally the rabbets, stops, and soffits. Finish face smooth and seamless on external.
Face Welded: Weld perimeter face joints only (flush or indented) internally or externally. Finish face smooth and seamless on external.
Knock-Down (KD) / Slip-On: Furnish components unassembled. Factory prepare flush corner joints with steel reinforcing gussets not less than 0.032 in. (0.8 mm) thick, and/or with integral tabs and slots which securely interlock upon assembly. Design corner joint to assure component profile alignment and frame performance, when filed assembled by others, in accordance with installation instructions.
Thermally Broken Frame Product: Where indicated in the contract documents separate interior and exterior sections by a continuous thermal break. Factory insulate closed sections.
Anchorage: Frames provided with jamb and floor anchors as required for the appropriate wall construction.
Hardware Reinforcements: Provisions for hardware with drilling and tapping furnished for templated mortised hardware only in accordance with ANSI / SDI A250.6-2003 “Recommended Practice for Hardware Reinforcing on Standard Steel Doors and Frames”, the approved hardware schedule and templates provided to The Philipp Mfg., Co.
Reinforcements for all other hardware shall be of sufficient size to provide complete back-up. Where surface mounted hardware, anchor hinges, thrust pivots, pivot reinforced hinges, or non-templated mortised hardware apply: frames shall be reinforced only, drilling and tapping done by others.
Grout Guards: shall be provided for frames installed in masonry walls with mortised hardware and as requested at other locations. Frames requiring mortised electrified hardware shall be provided with electrified grout guards. Frames requiring electrified surface applied hardware are reinforced only, no preparation for access holes or electrical grout guards unless agreed upon prior to the release for fabrication.
Shipping Spreader: Welded frames with door openings in welded frame product shall be provided with temporary steel spreader, welded to the base of the jambs or mullions to serve as bracing during shipping and handling. Spreaders are not to be used for installation.
Primer: After fabrication, surface imperfections shall be filled and sanded as required to provide welded joints free from irregularities and finished smooth. Metal shall be prepared to ensure maximum paint adhesion and coated with Sherwin Williams, Protective & Marine Coatings, “Steel Spec.” VOC: 3.2 lbs/gal.
Optional Primers: “Kem Kromik Universal Metal Primer”, VOC: <420 g/l, 3.5 lbs/gal. CAN BE TOP COATED WITH EPOXIES AND URETHANES, or Cold Galvanized Primer, (94% zinc), USED SPECIFICALLY FOR WASTE WATER TREATMENT PLANTS AND AREAS SUBJECT TO EXCESSIVE CORRISION.